Ultrasonic horn is one of the most profound aspects of ultrasonic technology. Even WITH SEVERAL YEARS OF DESIGN and development experience, WE firmly believe that only through strict testing and quality control can we produce the best welding heads. Our engineers will weld head acoustic characteristics and mechanical characteristics of perfect combination, design the most in line with customer needs of products, ultrasonic mold is a key parameter, ultrasonic mold amplitude parameter is also very important in practice!
Mold amplitude parameter design: amplitude for welding materials is a key parameter, equivalent to the temperature of ferrochrome, the temperature will not reach the fusion, the temperature is too high will make raw materials scorched or lead to structural damage and strength deterioration. Due to different choice of transducer is different, the amplitude of the transducer output after fit different variable ratio of the amplitude and the welding head, able to work correction of welding head amplitude to conform to the requirements, usually transducer output amplitude for 10-20 microns, and the working amplitude, generally about 30 microns, and the amplitude change of welding head than with the amplitude and the shape of a welding head, Before and after the area ratio and other factors, shape, such as exponential amplitude variation, functional amplitude variation, ladder type amplitude variation, etc. have a great impact on the ratio, the area ratio before and after the total ratio is proportional to the ratio. If you choose the different ultrasonic welding machine, the simplest way is to make it according to the proportion of the welding head, which can ensure the stability of the amplitude parameter.

Mold frequency parameter design: Ultrasonic welder have a central frequency, such as 20KHz, 40khz, etc. The working frequency of welding machines is mainly determined by the mechanical resonance frequency of the Transducer, Booster and Horn. The frequency of the generator is adjusted according to the mechanical resonance frequency to achieve the same. The welding head is made to work in resonant state, and each part is designed as a resonator of one and a half wavelengths. Both the generator and the mechanical resonance frequency have a resonant working range, such as the general setting of ±0.5 KHz, within which the welding machine can work normally. When making each welding head, the resonant frequency will be adjusted, and the error between the resonant frequency and the design frequency is required to be less than 0.1khz. For example, the 20KHz welding head, the frequency of the welding head will be controlled in 19.90-20.10khz, and the error is 5‰.
Mold vibration node design: the welding head and the lube rod are designed as a half-wavelength resonator with a working frequency. In the working state, the amplitude of the two end faces is the largest and the stress is the least, while the node equivalent to the middle position has zero amplitude and the maximum stress. General design for fixed node position, but usually the fixed position of the design thickness is greater than 3 mm, or groove is fixed, so the fixed position is not must be zero amplitude, this will lead to some calls, and part of the energy loss, for sound usually with a rubber ring with the other parts, or with sound insulation materials for shielding, The energy loss is taken into account when designing die amplitude parameters.
More than 10 years of sales, adjusting machine and welding experience, familiar with the characteristics of various equipment and various plastic welding, riveting characteristics, accurate design mold amplitude; There are many conventional test welding molds, which can provide customers with test welding experiments and give accurate welding results.
On frequency: There are errors in the frequency of the transducer and the lube rod of each equipment, and the tuning range is generally within -0.6+0.1khz. Therefore, we make the products according to the standard frequency minus 0.25khz when the customer does not specify the frequency. For example, the frequency of the 15KHZ mold we make is 14.75khz. The frequency of 20KHZ is 19.75khz, so any manufacturer's equipment can be used; We guarantee that the moulds are made many times with minimal error, so that the moulds can be replaced without the need to re-tune the equipment frequency or only a little fine-tuning.
Amplitude: 0.77um 0.56um 0.40um 0.35um 0.30um 0.25um (corresponding to the frequency of the previous item in turn)
About the amplitude: because the performance of each equipment is uneven, there are good and bad, we will make the appropriate amplitude according to the performance of the equipment used by customers and the material of the welding product;
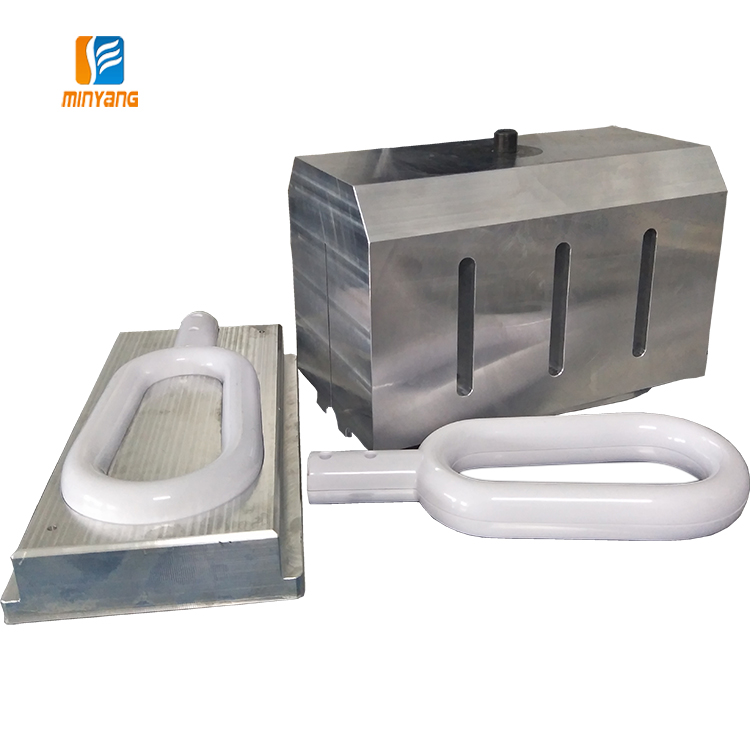
Mingyang ULTRASONIC EQUIPMENT CO., Ltd. is a professional R & D, manufacturing, sales of ultrasonic equipment/design/ultrasonic mold cooperation enterprises. In order to improve the quality, we purchased 5 CNC computer engraving machines, and shortened the molding time cycle to complete the design and production of welding head in a relatively short time. Now in addition to large-scale production of various standard specifications and the production of the corresponding welding head, the company has a welding head (HORN) design and production workshop, there are engaged in welding head production of many years of masters. According to different shapes, different requirements, using the United States imported aluminum alloy materials, beautiful appearance, durable, well received by customers.
Post time: Sep-06-2022