Combining the inherent defects of PP—semi-crystalline, high elasticity, strong shock absorption, and extremely narrow welding window—this guide provides targeted solutions from six dimensions: 【Product Structure Design → Material Formulation → Equipment Configuration → Process Parameters → Fixtures & Tooling → Post-Process Protection】.
It resolves all pain points including false welding, poor sealing, flash (overflow), deformation, burrs, batch instability, and resistance to boiling and biting.

Core Principle
The difficulty in welding PP stems from vibration energy being absorbed by the material’s elasticity, preventing concentrated frictional heat generation.
The solution logic is: Forced Energy Concentration + Reduced Rebound + Temperature-Controlled Fusion + Shaping & Holding Pressure.
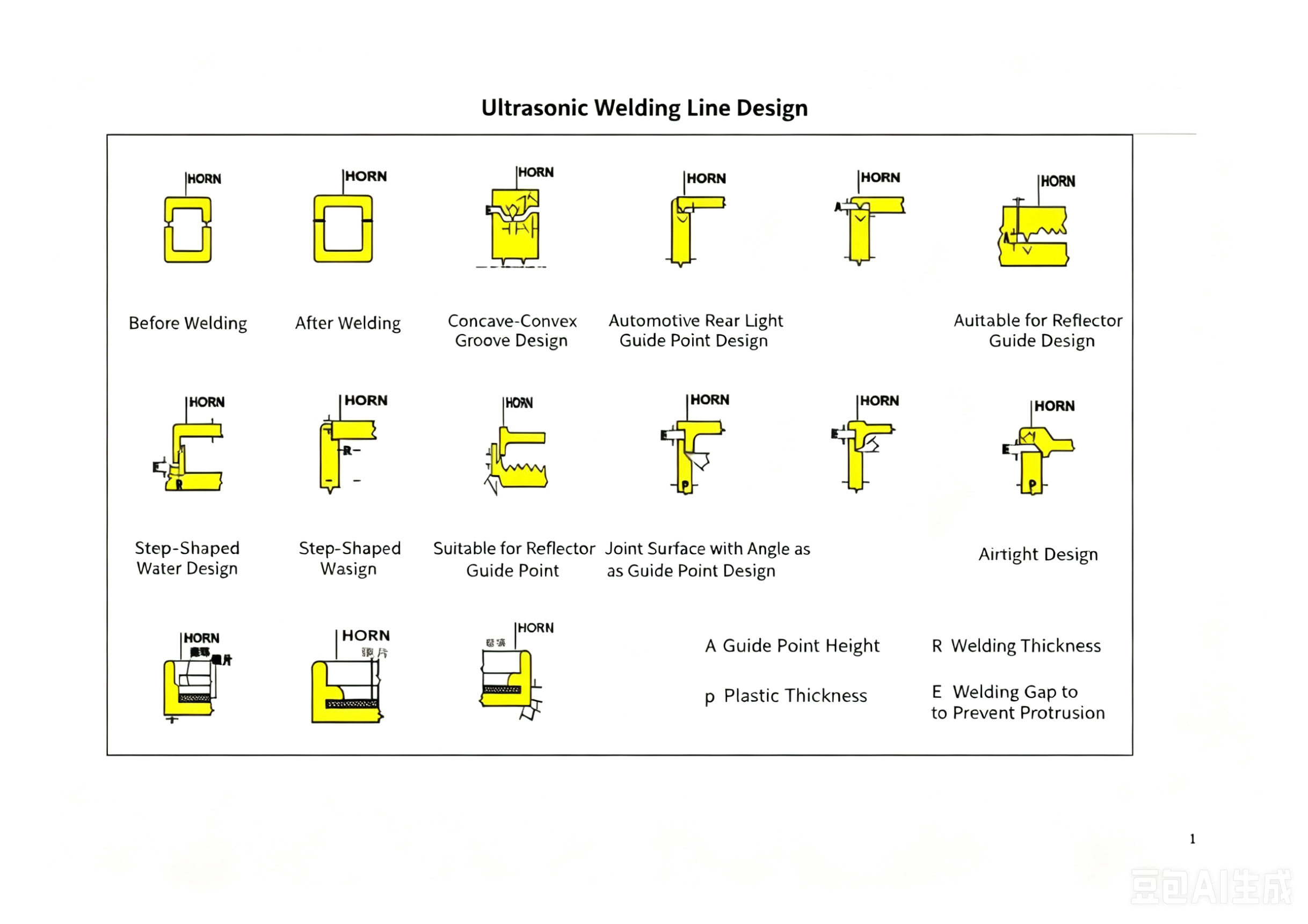
I. Structural Design Optimization
(Most Critical – Accounts for 70% of the Solution Effect)
1. Specialized PP Customized Weld Line (Eliminating False Welding and Cold Welds)
A standard ABS V-shaped weld line used directly on PP will definitely not weld securely. The structure must be modified.
2. Tall, Narrow, Pointed Weld Line
Weld line height: 0.5–0.8 mm
Tip width: 0.15–0.2 mm
The fine, pointed tip concentrates energy and prevents it from being crushed by the soft PP.
3. Recommended: Step + Flow Restriction Groove Structure
Male-female alignment + limiting step: Eliminate mold misalignment, pressure deviation, and local false welding during closing.
Overflow / melt reservoir groove on the outer side of the weld line: Excess molten material is automatically collected, eliminating flash, burrs, and sharp edges. This perfectly meets GB6675 for infant and children’s toys and food contact safety standards.
4. Large-Area Flat-on-Flat Contact Without a Weld Line is Strictly Prohibited
No weld line = energy dispersion → 100% poor welding and leakage of water and gas.
5. Wall Thickness and Reinforcement Optimization
For thin-walled parts (< 1.2 mm), add ribs for reinforcement to reduce ultrasonic cracking and product indentation deformation.
6. Circular and Ring-Shaped Toys/Food Lids
Use a continuous full-circle weld line. Any break will cause water leakage.
7. Avoid Uneven Wall Thickness and Sharp 90° Corners
These cause stress concentration and weld cracking.
II. Raw Material Optimization
(Low-Cost Improvement of Weldability)
1. Select High-Flow, Low-Crystallization Modified PP
For food and toy applications, use ultrasonic-welding-specific PP grades. This reduces crystallinity, decreases shock absorption, and enhances molecular fusibility.
2. Strictly Control Additive Levels
Excessive slip agents, mold release agents, color masterbatches, or toughening agents make molecular fusion across the weld line more difficult, easily causing false welding and poor strength.
3. Dry Raw Materials and Prohibit Recycled Material Contamination
Moisture and recycled impurities cause weld line bubbles, seal failure, yellowing, and burning. Recycled materials are prohibited for infant/child and food-contact parts.
III. Equipment Hardware Upgrades
(Specifically Matching PP Attributes)
1. Increase Overall Machine Amplitude – A Must for PP
PP requires high amplitude (30–45 μm) , while conventional ABS requires only 20 μm.
Replace with a high-gain booster and amplifying horn to ensure energy penetrates the crystalline layer.
2. Prefer Energy Mode Over Time Mode
Time mode: Greatly affected by voltage, air pressure, and material temperature → unstable batch production.
Energy mode: Constant welding energy output → perfectly solves the problem of “first piece OK, but mass production drifts.” This is a must for food and toy mass production.
3. Equipment Requirements
Select a stable 20 kHz high-power welder (26 kHz low-power is not suitable for thick-walled or ring-shaped PP parts).
Install a stabilized compressed air source and precision pressure regulator to ensure constant pressure.
4. Horn Material and Grinding
The aluminum horn must undergo hardening treatment, and the contact surface must be polished.
Avoid uneven vibration and localized whitening/burning caused by horn wear.

Dongguan Mingyang Ultrasonic Equipment Co., Ltd. has been deeply engaged in the ultrasonic welding industry for over 12 years as a professional original equipment manufacturer (OEM) based in Dongguan.
We focus on the R&D, production, and customization of:
Ultrasonic plastic welding machines
Ultrasonic metal welding machines
Hot melt machines
High-frequency induction welding machines
Rotary friction welding machines
Welding tooling and fixtures
By integrating mature welding technologies, our equipment delivers stable performance, long service life, and high welding precision.
Our products are widely used across:
Medical devices
Electronic appliances
Auto parts
Plastic products
Non-woven fabrics
We provide one-stop ultrasonic welding solutions backed by solid technical expertise and comprehensive after-sales service, helping enterprises achieve efficient production.
�� Contact us for free technical support and free sample welding service.
Post time: May-14-2026